
























News & Events
Bend it like Polystone P Flex
New Products

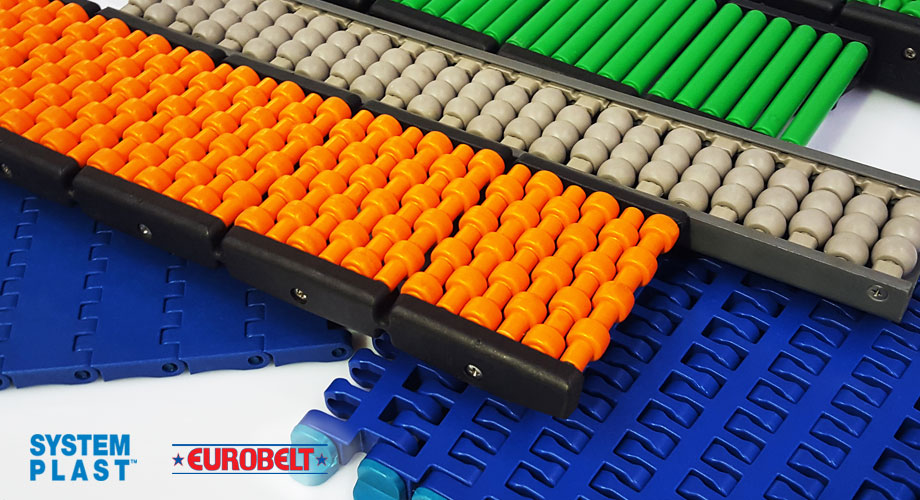
Heatbelts: Lightweight solutions to high and low temperature demands
Dotmar
Engineering Plastics New Zealand
Dotmar Engineering Plastic Products was founded in 1967 and in 2017 celebrated 50 years of service to a multitude of customers across New Zealand & Australia.
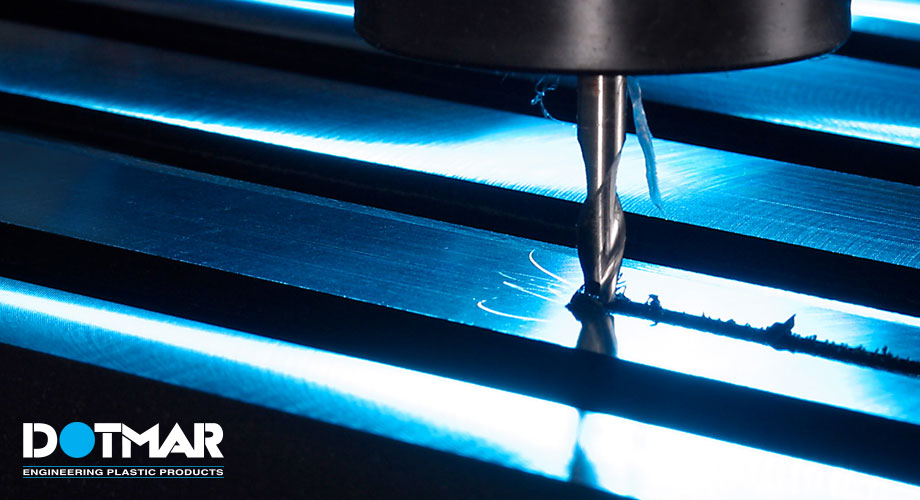
As the world around us changed, we have been evolving continually to provide the right product and solution to the market. This evolution and the ever-growing product and application portfolio has led to another change, as we are now known as Dotmar Plastic Solutions. Dotmar is currently one of the largest importers, distributors and machinists of thermoplastic stock shapes, polyurethane and conveyor components in Australia and New Zealand.
Dotmar has built up its market-leading position by delivering a high level of customer service and applications advice, supported by a high level of technical expertise. We offer an extensive knowledge base coupled with strong partnerships across an impressive list of world leading manufacturers.
Our focus is the technical application of thermoplastic materials in a vast range of industries, from mining, pharmaceutical and materials handling to architectural products and design. Dotmar excels in distribution, technical support, material selection and applications development.
Part of the MM Plastics family, Dotmar has several sister companies which further broaden its offering to the market.